В. В. Килейников (Воронеж). К вопросу о технологии изготовления металлических втульчатых клиновидных топоров эпохи меди (трассологические наблюдения)
|
загрузка...
|
В одном из древнеямных погребений Павловского курганного могильника (погр 31/4) на территории лесостепного Подонья, раскопанного А.T. Синюком (1983, 26, рис. 8/7; 1996, 32, рис. 5/3) был обнаружен медный втульчатый топор клиновидной формы (рис. 1/1). Он входил в состав инвентаря детского захоронения наряду с медным теслом и долотом, серебряной подвеской, каменной наковаленкой и круглодонным сосудом, имевшим явно выраженные среднестоговские традиции (Синюк, 1983, 126, рис. 8/6). Медный топор сопоставлен А.T. Синюком с майкопскими топорами группы 2 с коротким, неравномерно расширяющимся туловом, в целом характерными для ямно-полтавкинского очага металлургии (Кореневский, 1974, 18-22, 25, рис 6; 1980, 59). Он же отметил, что топор изготовлен способом отливки, о чем свидетельствует усадка металла с брюшка (Синюк, 1983, 26). Характеризуя технологию изготовления аналогичных медных изделий, С.Н. Кореневскнй предполагал возможность их отливки в двухстворчатых литейных формах, открытых со стороны брюшка (1974,29; 1980,59). Подобные литейные формы известны в «постмариупольских» погребениях мастеров-литейщиков Маевского и Соколовского могильников (Ковалева и др. - 1977, 20-22, табл. XV-XVI; Ковалева, 1979, 64, рис. 6).
Для уточнения особенностей технологии изготовления топора из Павловского могильника был предпринят его трасологическин анализ с использованием микроскопа МБС-10. Формально-типологические характеристики топора: длина - 10.2 см, ширина лезвия - 5.7 см, диаметр отверстия - 2.4-2.6 см, вес - 0.55 кг. Отверстие со спинки более расширено и не является идеально круглым - его верхний край несколько уплощен. Лезвие топора в результате расковки расширено в сторону брюшка. Внутри отверстия на участке, примыкающем к туловищу топора, а также со стороны брюшка, отмечены усадочные раковины (рис. 1/1) На обушке отчетливо фиксируется наклеп металла красноватого оттенка размером 1,7x1,5 см (рис. 1/1а). По периметру наклепа под микроскопом просматривается четкая граница соприкосновения с металлической основой изделия в виде линии медных окислов.
Наиболее интересные микроскопические наблюдения отмечены на тулове, лезвинной части топора и внутренней поверхности отверстия втулки. Тулово топора со стороны спинки и брюшка разделяются тонкой продольной линией, фиксирующей соприкосновение двух металлических пластин. Со стороны брюшка эта линия тянется на протяжении 4,5 см. Данную линию невозможно сопоставить с раскованным литейным швом, учитывая четкость ее конфигурации. По кромке хорошо заточенного лезвия также отмечается разделение металла на две плоскости.
Внутренняя поверхность втулки топора несет две группы оригинальных технологических признаков. Во-первых, на двух участках верхней обушковой части втулки наблюдаются поперечные следы от ударов орудием с узким рабочим краем для более удобного сгибания втулки при ее кузнечной формовке (рис. 2). Тем самым обушковой части втулки придается некоторая уплощенность и легкая ограненность в местах ее перехода к боковым частям втулки. Внутренняя поверхность верхней части втулки ровная, за исключением четко локализованных следов кузнечного воздействия. Во-вторых, внутренняя поверхность нижней части втулки, примыкающей к тулову топора, резко отличается своей фактурой от верхней части. Эта поверхность неровная, бугристая и на отдельных участках как бы наплывает (затекает) на верхнюю часть втулки.
Отмеченные трасологические наблюдения позволяют высказать некоторые предположения касательно технологии изготовления данного топора. Технологический процесс, возможно, предполагал два этапа, сочетающие элементы кузнечного и литейного производства.
На первом этапе осуществлялось изготовление топора в виде металлической пластины длиной около 22 см, шириной около 5 см и толщиной 0,4-0,6 см (рис 2). Затем на двух участках центральной части пластины на взаимном расстоянии около 3,5 см кузнечным орудием с узким лезвием были нанесены удары поперек пластины, в результате которых наметились линии изгиба верхней части втулки топора. С использованием деревянного (?) цилиндрического вкладыша пластина была согнута и приобрела общие очертания топора (рис. 2). Соединенные таким образом плоскости лезвийной части подверглись проковке, следы которой в виде разделяющей линии сохранились на брюшке и спинке орудия. Таким образом, возникла оригинальная металлическая «литейная форма», одновременно являющаяся основой изделия.
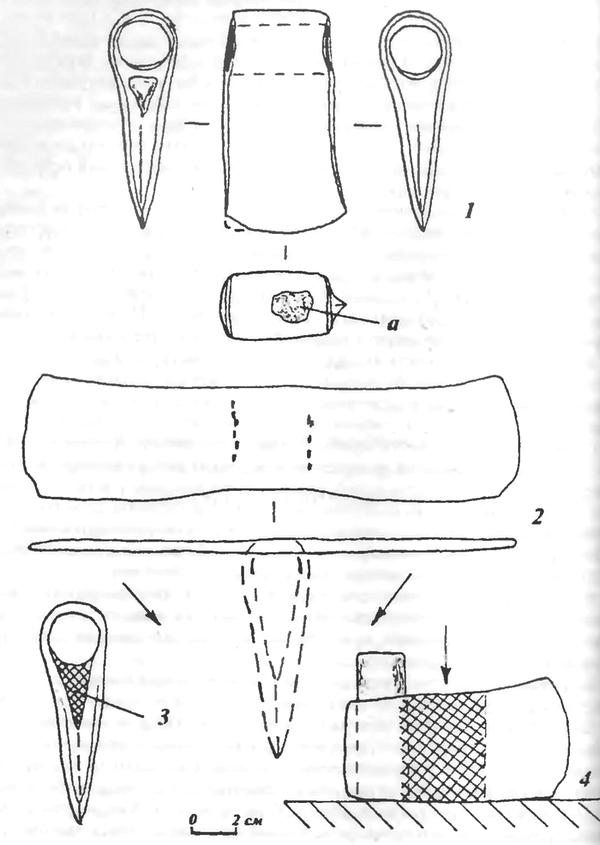
Рис. 1- Топор из древнеямного погребения Павловского могильника. 1 — общий вид (а — следы наклепа металла); 2 — пластинчатая заготовка топора и реконструкция ее сгибания; 3 — внутреннее пространство туловища топора, заливаемое металлом; 4 - реконструкция способа литья металла во внутреннее пространство топора (стрелка показывает направление литья).
На втором этапе изготовления орудия осуществлялась литейная операция по заполнению треугольного в плане пространства, образованного плоскостями тулова топора и вкладышем втулки (рис. 3). Для этой цели предварительно нагретую заготовку помешали спинкой на ровную плоскость (камень или обоженная глина) и в образовавшуюся замкнутую полость заливали металл (рис. 4). Не исключено, что вышеназванным способом реализовывалась и еще одна задача - сварки металлической основы топора. После завершения основных технологических этапов топор мог подвергаться заключительной проковке и абразивной обработке.
Разумеется, представленная на основе трасологических наблюдений технологическая модель изготовления топора из Павловского могильника в целом гипотетична и требует подтверждения соответствующими металлографическими исследованиями, которые пока отсутствуют. Но в качестве рабочей гипотезы данная реконструкция интересна еще и тем, что намечает своеобразный переходный этап в развитии древней металлообработки, сочетающий приемы первичной ковки и вторичного литья с последующей кузнечной обработкой этого орудия, наиболее сложного по технологии изготовления в рамках металлического орудийного ассортимента эпохи меди.
Кроме того, проведенное исследование показывает реальные возможности применения трасологической методики к анализу металлических орудий труда и изделия как важного информативного источника изучения производственной деятельности населения медно-каменного и бронзового века.
Литература
Ковалева И.Ф. и др., 1977 - Волкобой С.С., Марина З.П., Лихачев В.А., Попцов В.А., - Исследование курганных могильников у с. Верхняя Маевка в степном междуречье рек Орели и Самары // Сб: КДСП. вып. 2, Днепропетровск
Ковалева И. Ф., 1979 - Вытянутые погребения Днепровского ареала Волго-Днепровской культурно-исторической общности эпохи энеолита // Сб: КДСП. вып. 3, Днепропетровск
Кореневский С.Н., 1974 - О металлических топорах майкопской культуры //СА, № З
Кореневский С.М., 1980 - О металлических вещах I Утевского могильника //Сб:
Археология восточноевропейской лесостепи, Воронеж
Синюк А.Т., 1983 - Курганы эпохи бронзы Среднего Дона (Павловский могильник) // Воронеж
Синюк А.Т., 1996 - Бронзовый век бассейна Дона //Воронеж
<<Назад Вперёд>>
Просмотров: 9082